



Biogasanlage
Die zweistraßige und kontinuierlich betriebene BGA im technischen Maßstab (1m³) knüpft nahtlos an andere Forschungsprojekte wie "Zukunft Biogas - Zukunftsperspektive für das Münsterland - Konzeptideen für einen erfolgreichen Weiterbetrieb bestehender Biogasanlagen" an. Sie schließt vor allem die maßstäbliche Lücke zwischen bisher verwendeten Labor- und halbtechnischer Anlagen (1l, 20l und 160l) und ermöglicht das Generieren von Forschungsergebnissen, die deutlich näher an der Praxis und schließlich der Industrie sind. Jede Anlagenstraße besteht aus getrennter Flüssig- und Feststoffeinbringung, Fermenter (Volumen 1m³), Nachfermenter (Volumen 1m³) und Gärproduktlager (Volumen 1m³). Mit der Firma Umwelt- und Ingenieursleistungen Dresden konnte ein qualifizierter Lieferant für die projektbezogene Umsetzung gewonnen werden.
Versuchsanlage am Standort
Die Technikums-Biogasanlage ist 2-straßig mit jeweils einem Vorlagebehälter, Fermenter, Nachgärer und Gärrestbehälter ausgeführt. Die Vorlagebehälter können mit flüssigem Substrat gefüllt werden. Der Füllstand des Vorlagebehälters wird kontinuierlich über das Gewicht gemessen. Von dort aus wird das Substrat mittels Exzenterschneckenpumpen in die für die Fermentierung vorgesehenen Edelstahlbehälter (Fermenter) gefördert. Die Fermenter werden gerührt und über außenliegen-de Heizmatten beheizt. In die Fermenter kann im Intervall Trockensubstrat mittels geeigneten Förderschnecken oder händisch mit Befülltrichtern eingetragen werden. Vom Fermenter wird die Biomasse über eine Exzenterschneckenpumpe in einen in Edelstahl ausgeführten, gerührten Nachgärer befördert. Der Nachgärer wird analog zum Fementer über von außen angebrachte Heizmatten beheizt und ist mit einem Befülltrichter ausgestattet. Vom Nachgärer wird das Substrat über eine Exzenterschneckenpumpe weiter zum Gärrestbehälter befördert. Die Fütterungsleitungen sind mit jeweils zwei Stück Membranventilen ausgestattet. Damit besteht die Möglichkeit, dass Füttergut (Substrat) im Kreis zu pumpen um eine Verstopfungsneigung der Rohrleitung zu minimieren.
Die Fermenter und Nachgärer sind mit ATEX-konformer pH- und Füllstands-Messtechnik versehen. Rezirkulationsleitungen und Ventiltechnik gekoppelt mit Füllstands-Sensorik gewährleisten einen gleichbleibenden Füllstand in den Behältern. Das gesamte System ist mindestens als technisch dicht ausgeführt. Die Edelstahlbehälter sind mit Überdrucksicherung und Abblaseleitung ausgestattet. Im Raum wird das mögliche Austreten explosionsfähiger Gase über ein Gaswarnsystem überwacht. Das Gaswarnsystem ist mit Blitzleuchte und Signalhupe ausgestattet. Werden die konfigurierten Grenzwerte überschritten wird für entsprechende Warnung gesorgt. 2 Alarmstufen sind für jeweils 3 Gasarten vorkonfiguriert. Das Gaswarnsystem ist mit einem elektronischen Nothalt der gesamten Anlage gekoppelt, welcher bei Erreichen der Gaskonzentrationsgrenzen der Alarmstufe 2 ausgelöst wird.
Das in den Fermentern, den Nachgärern sowie Gärrestbehältern erzeugte Gas wird in Gasbeutel gesammelt, durch Trommelgaszähler und Analysator quanti- und qualifiziert. Anschließend wird das Gas über einen im Außenbereich aufgestellten Gasbrenner verbrannt. Dieser ist mit automatischer Zünd- und Flammenüberwachung ausgestattet und an das örtliche Blitzschlagschutzsystem angebunden.
Reaktoreinheit Vorlagebehälter
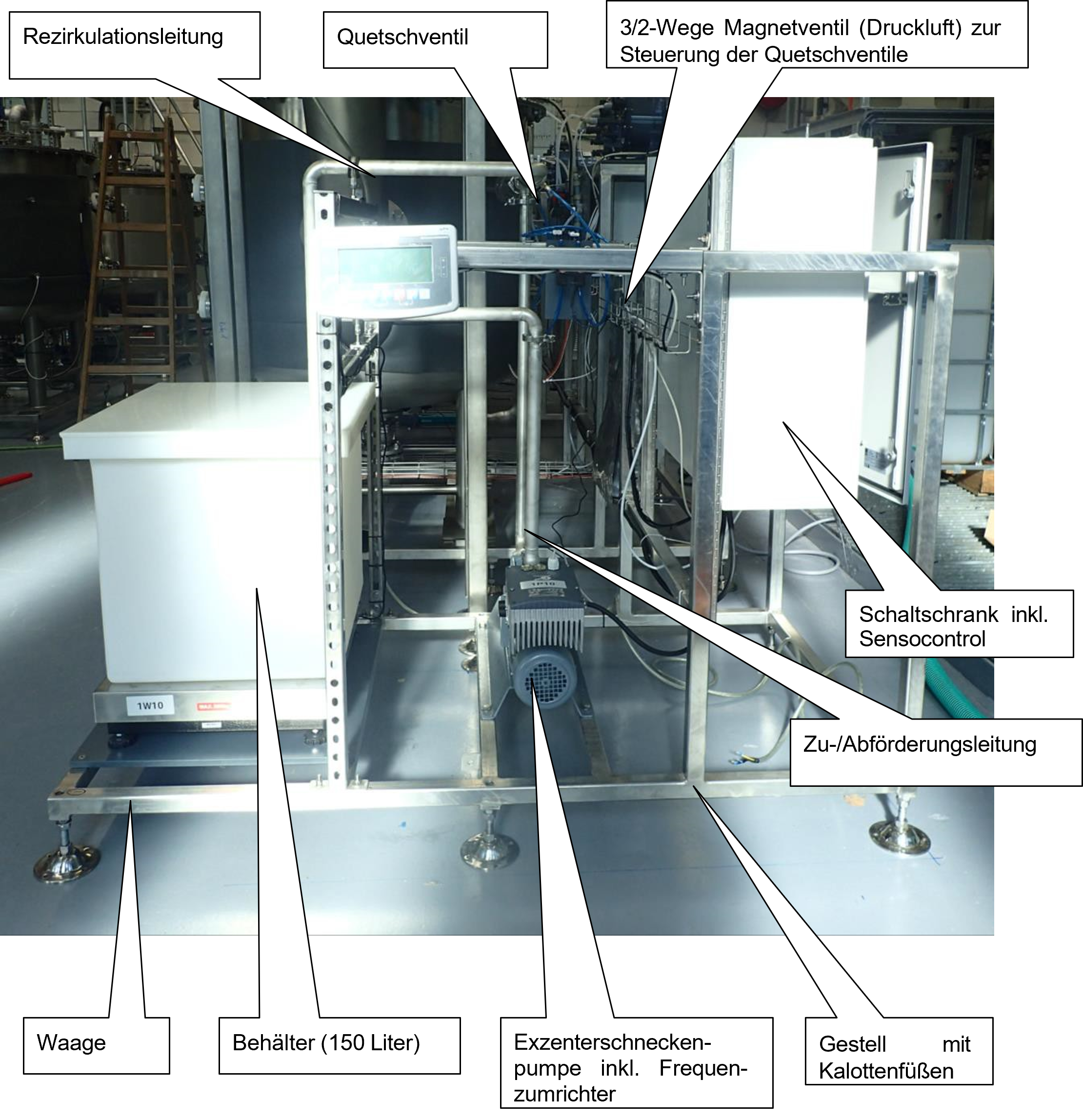
Vorlagebehälter
| Bruttoinhalt | 168 L |
| Nettoinhalt | 155 L |

Fermenter Vorderansicht

Fermenter Rückansicht

Fermenter Deckel
Reaktoreinheit Nachgärer
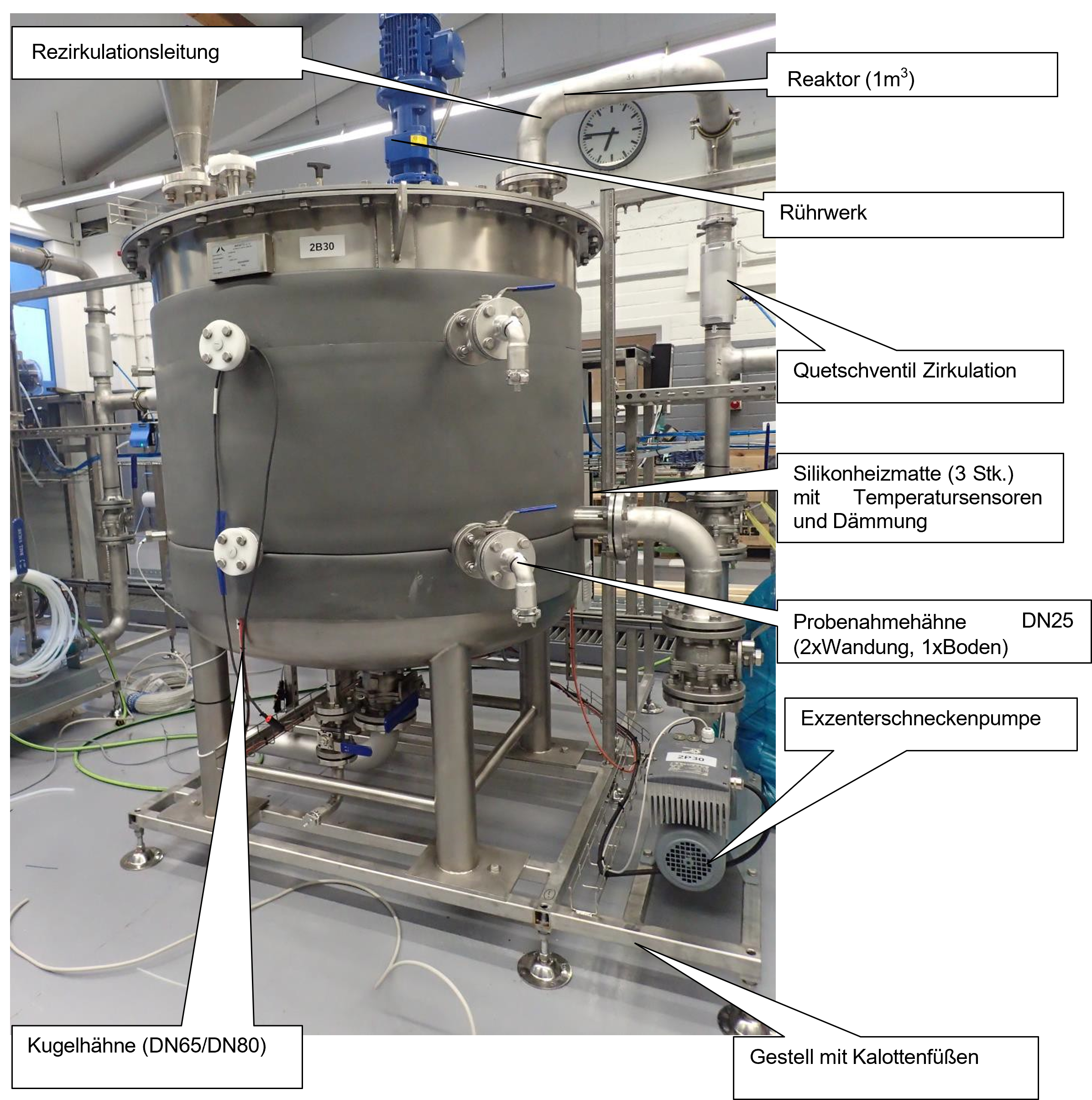
Nachgärer
| Bruttoinhalt | Ca. 1200 L |
| Nettoinhalt | 1000 L |
| Max. Betriebsdruck | 0,1 bar |
Reaktoreinheit Gärrestlager

Gärrestlager
| Bruttoinhalt | Ca 1200 L |
| Nettoinhalt | 1000 L |
| Max. Betriebsdruck | 0,1 bar |